HTPLA – Brass-filled Metal Composite
$99.90
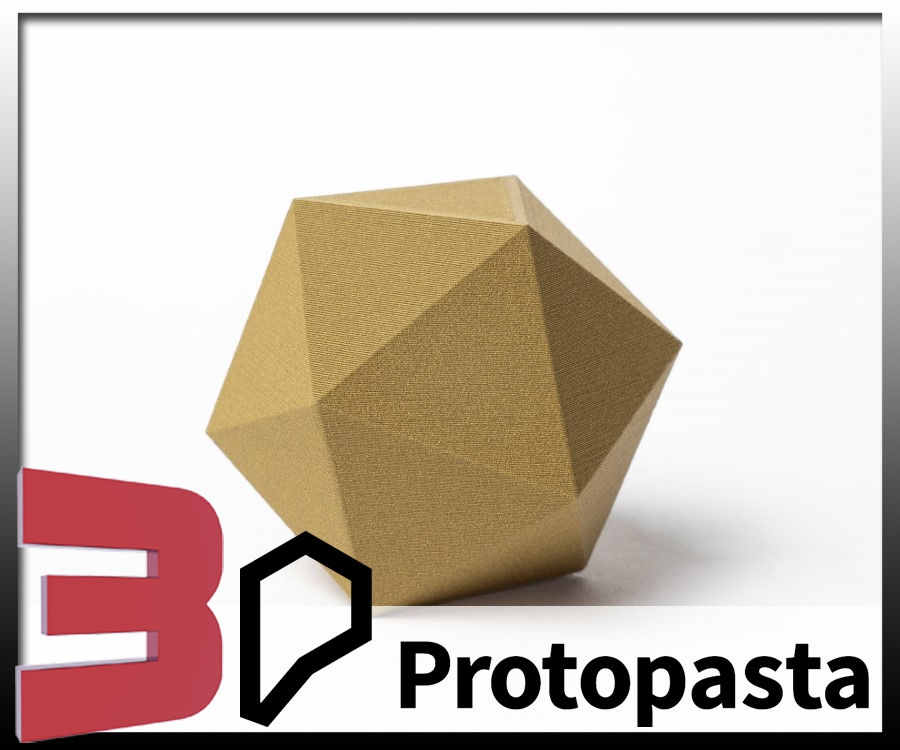
Brass-Filled Metal Composite HTPLA. Using real brass powder, Proto-pasta created a premium heat treatable metal PLA filament for 3D prints that finish just like real metal!
0.5kg - Metal Composite Brass
In stock
Introducing Brass-Filled Metal Composite HTPLA. Using real brass powder, we’ve created a premium heat treatable metal PLA filament for 3D prints that finish just like real metal! Our brass composite filament is as versatile as it is beautiful, printing like plastic, but finishing like real metal for beautiful, durable parts from most standard 3D printers.
Whether you want your prints to be polished with the same bright mirror finish of shiny brass coins or a naturally rustic finish with an acquired patina reminiscent of an aged brass sculpture, the possibilities are endless with this specialty metal PLA filament. With so many finishing options, the sky is the limit!
Composite HTPLA filament with brass powder.
BRASS IS ABRASIVE.
For experienced user.
Brass can be abrasive, you can use a standard nozzle or a wear resistant nozzle for extended use. A 0.6 mm nozzle or larger is preferred, but you can print also with a 0.4 mm nozzle. There is not enough brass to be electrically conductive, sintered, or plated, but there is a noticeable difference in weight and heat transfer compared to a standard PLA.
Features
- Many finishing: brush, polish or patina!
- Real brass powder inside!
- Easy to print
- Optimal layer adhesion
- Exceptional quality and consistent flow
- Not electrically conductive
- No heated bed required
- Usable on most PLA compatible printers
Tech specifications
| Nominal diameter | 1.75 mm |
| Warp | very low |
| Flexibility | n.a. |
| Break resistance | medium |
| Printing temperature | 85-215 °C |
| Temperature resistance | 50-60 °C, 140 °C if treated |
Finishing
- Wire Brush: to expose metal for future oxidation or a bright, satin finish
- Rock tumble with steel shot: for darker, but smooth, shiny look
- Paint part (black for example): to fill recesses with a contrasting color
- Polish with a rotary tool, cotton buff, and polishing compound: for a bright, mirror finish on high spots (darkens low spots)
- Polish with paper: for a clean, smooth, and bright finish with less darkening
- Patina (oxidize): exposed metal naturally or accelerate with a 50/50 vinegar/hydrogen peroxide mixture saturated with salt. Place in sealed plastic bag to retain moisture. Heat further accelerates reaction.
Tips&Tricks
Brass Metal HTPLA can print at 185-215 °C, hottest on first layer for best adhesion. Heated bed is not required, but if available set it from 0 to 60 °C max (over 60 °C can worsen warp). Recommended print speed: 20-80 mm/s. Standard build surface preparation like tape or glue stick work best along with slow (10-20 mm/s) and hot first layer for best adhesion. For a balance among quality, reliability, and productivity a layer thickness of 0.15-0.20mm is recommended.
This material has been flow optimized and has less moisture uptake than standard PLAs, however composites are still sometimes more tricky to print depending on hardware and software settings. The main challenge is to keep mass flow up (larger nozzle + fast speed) and in a single direction (minimal retraction) to avoid heat soak.
Application
Fixtures or hardware, knobs or buttons, heat sinks or exchangers, fine art & sculpture, emblems, signage, or trophies, Jewelry, cosplay, game pieces, or figurines
How to do “Heat Treatment”
Bake your parts into a oven until you see a change from translucent to opaque. There is an obvious visual change indicating the improved performance!
In as little as 5-10 minutes for small, thin parts and as much a few hours for massive parts, HTPLA parts crystallize in an oven at 110C +/- 10 °C to become more stiff. We recommend leaving the supports on your parts, placing them on a non-radiating surface (like glass, ceramic, or composite), and letting them cool in the oven to minimize distortion. Parts can be baked at a lower temperature (though must be above 60 °C for any change to occur) for a longer time with less risk of unwanted deformation.
TIP!
When you anneal a material like PLA materials it means that the plastic will continue to harden when exposed to low but consistent heat. Annealing will cause any 3d printed objects to temper, making it significantly less brittle and extremely tough. If done correctly, annealed parts will be resistant to warping, and maintain its original shape and structure.
Best results are with flat and/or supported parts with 100% infill. In this instance we experienced x/y shrinkage of 1.5% and z growth of 1%. These are only indicative parameters, which may vary depending on the type of specific print and process.
Due to all the different types of hot-end it’s extremely difficult to give a temperature advice. Please consider these tips, provided by the manufacturer, as a starting point to find the temperatures that work well in your setup. You may have to adjust the temperature settings slightly based on your type of printer.
| Weight | 0.5 kg |
|---|---|
| Dimension | 1.75mm |
| Colour | Metal Composite Brass |
| Brand |
Related products
 Add to cart DetailsBuy Now
Add to cart DetailsBuy NowA rich green reminiscent of turf. Green Matte Fibre HTPLA uses plant Fibres to create texture and sheen reminiscent of your favorite gaming table. Great for architectural prints with no special hardware required!
- Add to cart DetailsBuy Now
A bright alternative to Carbon or Glass Fibres, Yellow Matte Fibre HTPLA uses plant Fibres for texture and sheen. Great for both artistic and technical parts with no special hardware required!
- Add to cart DetailsBuy Now
PLA-HS is a new product in our Eco Pro series. It has a higher impact resistance higher tensile strength than the ePLA-ST. In addition it also has a self lubrication property as it is a PLA/PTFE composite material and its deformation temperature is 87°C.
- Add to cart DetailsBuy Now
Premium Wood Finish! A bright alternative to Carbon or Glass Fibres, Yellow Matte Fibre HTPLA uses plant Fibres for texture and sheen. Great for both artistic and technical parts with no special hardware required!



Reviews
There are no reviews yet.